

双射杆施压机构:the Dual-elbow-bar mechanism;
烫印:lettering;
切纸机:cutter;压纸器:paper weight;
裁刀:cutting shear;
覆膜机:laminating machine;
糊盒机:Box Pasting machine;
上光机:lustering machine;
摸切机:die-cutting machine;
粘合剂:bond;
定位结构:locative structure;
双张检测器:double detector;
烫印机:bronzing machine;
前挡归:front lay;
印后加工:post-press finishing;
折纸机:folding machine;
配页机:collating machine;
订书机:book stitcher,stitching machine…
0
0
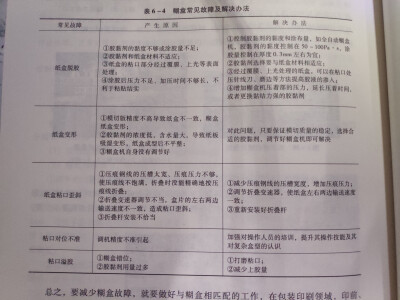
表6-4糊盒常见故障及解决办法
常见故障
产生原因
解决办法
纸盒脱胶
①胶黏剂的黏度不够或涂胶量不足; 机,胶黏剂的黏度控制在50~ 100Pa.g,涂②胶黏剂和纸盒材料不适应;
③纸盒的粘口部分经过覆膜、上光等表面处理;
④涂胶后压力不足、加压时间不够长,不压针线刀、 磨边等方法提高胶液的渗人;
利于粘贴结实 ④增加糊盒机压着部的压力,延长压着时间,
或者更换黏结力强的胶黏剂
纸盒变形
纸盒粘口歪斜
粘口对位不准
粘口溢胶
①模切版精度不高导致纸盒不一致,糊盒纸盒变形;
②胶黏剂的浓度低,含水量大,导致纸板吸湿变形,纸盒成型后不平整;③糊盒机自身没有调节好
①压痕钢线的压槽太宽、压痕压力不够,使压痕线不饱满,折叠时没能精确地按压痕线折叠;
②折叠变速器调节不当,盒片的左右两边输送速度不致,造成粘口歪斜;③折叠杆安装不恰当
调机精度不准引起
①糊盒错位;
②胶黏剂用量过多
对此问题,只要保证模切质量的稳定,选择合适的胶黏剂,调节好糊盒机即可解决
①减少压痕钢线的压槽宽度,增加压痕压力;②调节折叠变速器,使纸盒左右两边输送速度一致;
③重新安装好折叠杆
加强对操作人员的
0
0
- 1
图片评论
0条